Rørtilpasning

|
|
Rørtilpasning
|
|
| Nå
har vi startet med rørtilpasningen. Det er veldig viktig at alle
rørene blir tilpasset så godt som mulig, slik at de ikke drar
seg ut av posisjon når rammen skal sveises. Studentbedriften Pascal
legger presisjon i sin rørtilpasning, derfor anvender vi en justerbar
fres. Denne kan justeres etter hvilken diameter kuttet skal ha. Dermed får
vi den eksakte diameteren på kuttet som røret som dette røret
skal treffe har. Ved bruk av Solid
Works henter vi ut 2D tegninger, slik at vi får spennt opp rørene
i riktige vinkler. |
|||||
 |
|||||
| Her er den justerbare
fresen. Det vil bli lagt ut film senere, slik at man ser lettere hvordan den fungerer. |
|||||
 |
|||||
|
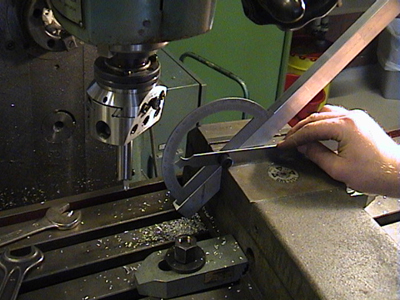
Nøyaktighet er veldig viktig. Her
ser man at røret er spent opp ved fresen. Gradskive brukes for
å få den riktige vinkelen.
|
|||||
 |
|||||
| Det er også meget viktig at rørene tilpasses 100% etter tegningene, slik at rammen blir slik den er konstruert. Derfor brukes 2D-tegninger flittig ved rørtilpasningen. | |||||
 |
|||||
| Her ser dere underrøret. Det øverste kuttet skal gå mot seterøret, mens det nederste skal gå mot kranken. | |||||
|
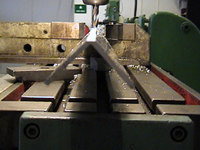
For å lage det trekantete overrøret
har vi funnet ut at vi bygger den ved å bruke en vinkel og et flattjern
(falttjern av alu). Vinkelen er på 90 grader. Overrøret kan
maksimalt være 31.8 mm bredt, siden det skal gå mot seterøret
som har denne dimensjonen. Dermed må vinkelen på 90 grader
minkes en del. Vi freser dermed bort en del av vinkelen, slik at den skal
bli lettere å bøye. Det vil bli lagt på en sveis igjen
her når rammen skal sveises, slik at det trekantetde overrøret
får tre langsgående sveisesømmer.
|
|||||
 |
 |
||||
| Her freses vinkelen, slik at den vil la seg lettere bøye. | |||||